工場の自動機は、なぜ人が操作しなくても正確に動き続けられるのでしょうか。
製品を搬送し、位置を決め、ネジを締め、検査し、次工程へ送る――。 製造現場では、こうした複雑な動作が当たり前のように繰り返されています。
その裏側で設備を動かしているのが、「シーケンス制御」と「PLC」です。
こんにちは。三刀流エンジニアです。
私はこれまで生産技術エンジニアとして20年以上、製造の現場で設備設計・制御設計に携わってきました。 現場では、こんな場面に何度も遭遇してきました。
- センサーは正常
- モーターも壊れていない
- エアも来ている
それでも機械が動かない。
「なぜ止まっているんだ?」と首をかしげながら制御盤を開いた経験は、数え切れないほどあります。
こうしたトラブルの多くは、実は「制御の考え方」を理解していると、原因がスッと見えてきます。
ここでは、難しい専門用語をできるだけ使わずに、
- シーケンス制御とは何か
- PLCはどんな役割をしているのか
- 工場設備がどう「考えて」動いているのか
を、初心者向けにわかりやすく解説します。
この記事でわかること
- シーケンス制御の基本的な考え方
- PLCの役割と仕組み
- 工場設備が自動で動く理由
- 現場でよく使われる制御の基本要素(順序・条件・時間)
- 制御を学ぶ面白さとキャリアへの影響
こんな人におすすめ
- 工場勤務でPLCに興味がある
- 生産技術や保全に関わっている
- 自動機がどう動いているのか知りたい
- 電気制御を基礎から勉強してみたい
- 将来的に設備設計や制御設計を目指したい
なぜ設備エンジニアに「制御」の知識が必要なのか
工場設備のトラブル対応では、制御知識の有無で対応スピードが大きく変わります。
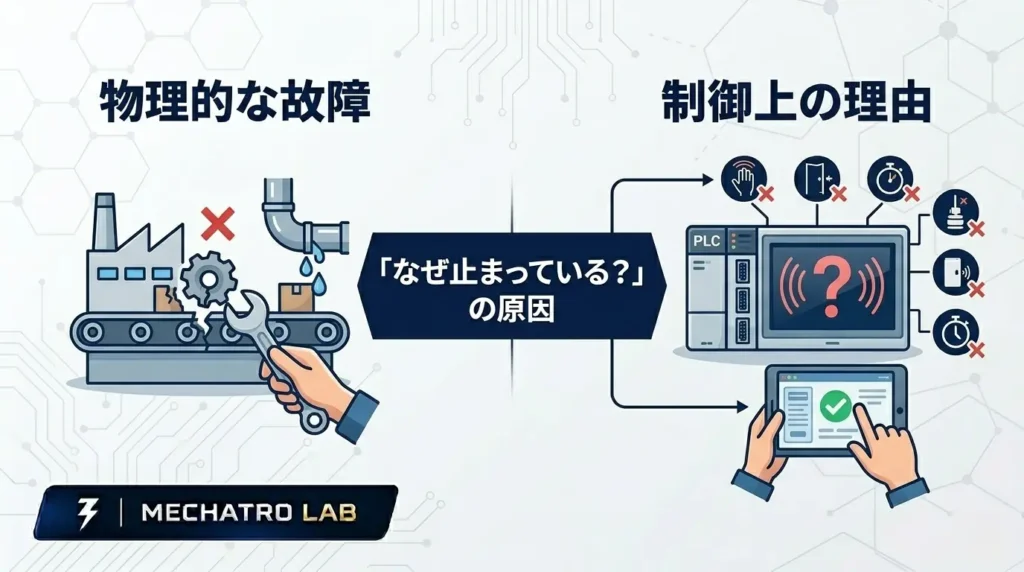
設備が突然止まったとき、多くの人はまず「どこかが壊れた」と考えます。 しかし実際には、物理的な故障ではなく、次のような「制御上の理由」で止まっているケースが非常に多いのです。
- センサー条件が成立していない
- インターロックがかかっている
- タイマー待ちの状態になっている
- PLC内部の条件フラグが立っていない
こうした状況では、機械をいくら目視確認しても原因は見つかりません。 PLCのプログラムや信号の状態を確認して、はじめて「なぜ動かないのか」が分かります。
つまり、設備は単純に動いているのではなく、「条件を確認しながら、考えて動いている」 のです。
この考え方が頭に入ると、設備トラブルへのアプローチが根本から変わります。 「壊れた部品を探す」から「制御の流れのどこで詰まっているかを追う」という視点に切り替わるのです。
シーケンス制御とは?
シーケンス制御とは、「決められた順番と条件に従って設備を動かす制御」 のことです。
「シーケンス(sequence)」は英語で「順序・連続」を意味します。 つまりシーケンス制御とは、動作の順番を制御する技術 です。
例えば、組み立て自動機では次のような流れがあります。
- ワークが搬送されてくる
- 到着センサーが検知する
- シリンダーがワークを固定する
- モーターが回転し、加工を開始する
- 加工完了センサーがONになる
- シリンダーが戻る
- 次工程へ搬送する
この一連の流れを、安全に・正確に・順番通りに動かす仕組みがシーケンス制御です。
「順番」と「条件」が命
工場設備で怖いのは、手順の飛ばし です。
たとえば、
- ワークを固定していない状態で加工を始める
- 安全扉が開いたままロボットが動く
- 部品がセットされていないのに装置が起動する
こうした動作は、設備の破損や作業者の怪我・事故に直結します。
そのため設備は常に、
「この条件が成立したら次へ進む。成立しなければ待つ(または止まる)」
という判断を繰り返しながら動いています。
これがシーケンス制御の根本にある考え方です。
フィードバック制御との違い
制御には「フィードバック制御」という方式もあります。 温度調節器や速度制御など、「現在値と目標値の差を埋める」ように連続的に調整する方式です。
シーケンス制御はそれとは異なり、「ON/OFFの判断を積み重ねて動作を進める」 方式です。 工場の自動機の大部分は、このシーケンス制御によって動いています。
PLCとは?工場設備専用のコンピュータ
シーケンス制御の中心的な存在が「PLC」です。
PLC(Programmable Logic Controller) は、工場設備を制御するための専用コンピュータです。 日本語では「プログラマブルコントローラ」とも呼ばれます。
PLCの基本的な役割
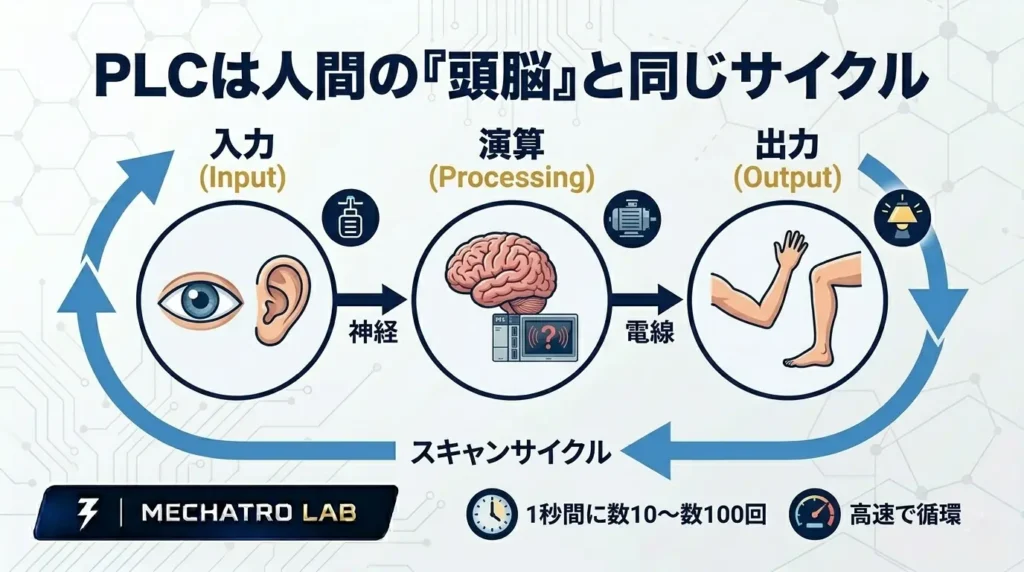
PLCは大きく分けて、3つの仕事をしています。
- 入力の読み取り:センサー・スイッチ・ボタンなどの信号を受け取る
- 演算・判断:プログラムに従って「次に何をするか」を決める
- 出力の制御:モーター・シリンダー・ランプなどへ命令を出す
この「入力 → 演算 → 出力」のサイクルを、1秒間に何十回も繰り返しています。 これを スキャン と呼び、PLCはこのスキャンによって設備をリアルタイムで制御しています。
イメージとしては、「設備の頭脳」 です。 目(センサー)から情報を受け取り、脳(PLC)で判断して、手足(アクチュエータ)を動かす、という流れです。
昔はリレーで制御していた
現在はPLCが主流ですが、かつては大量のリレー回路で設備を制御していました。
制御盤の中に、
- 電磁リレー
- タイムリレー(タイマー)
- カウンターリレー
といった部品がびっしりと並び、それらを配線でつなぎ合わせることで制御を実現していたのです。
しかし、この「リレー制御」には大きな問題がありました。
- 動作変更のたびに配線を引き直す必要がある
- 回路が複雑になると、トラブル解析が困難になる
- 接点の摩耗により、定期交換が必要
- 制御盤が非常に大きくなる
こうした課題を解決するために開発されたのが、PLCです。
「配線」から「プログラム」へ
PLCの最大の革新は、物理配線をプログラムに置き換えた ことです。
リレー制御では「配線を変える=動作を変える」でしたが、PLCでは「プログラムを書き換える=動作を変える」になりました。
これにより、
- 動作の変更・追加がソフトウェアで完結する
- タイマーや条件の調整が数値変更だけで済む
- 制御盤をコンパクトにできる
- トラブル時にPCから状態を確認できる
といったメリットが生まれ、工場設備の設計・保全が大きく効率化されました。
なぜ普通のパソコンではダメなのか?
「プログラムで動かすなら、普通のPCでいいのでは?」と思う方もいるかもしれません。
しかしPLCは、過酷な工場環境に耐えるよう専用設計されています。
| 項目 | PLC | 一般PC |
|---|---|---|
| 電気ノイズ耐性 | 高い | 弱い |
| 連続稼働 | 数年単位で可能 | 長期連続は想定外 |
| 動作温度 | 広範囲対応 | 空調環境前提 |
| 起動時間 | ほぼ瞬時 | 数十秒〜数分 |
| 誤動作リスク | 極めて低い | OSやアプリの影響を受ける |
工場では24時間365日稼働する設備も珍しくありません。 「止まらないこと」「誤動作しないこと」 が最優先であり、それを実現するためにPLCという専用機器が存在します。
主なPLCメーカー
国内外のPLCメーカーとしては、以下が有名です。
- 三菱電機(MELSEC):国内シェアトップ。製造業での採用率が高い
- オムロン(SYSMAC):コンパクトなラインナップが豊富
- キーエンス(KV):配線レスシステムや高速処理に強み
- シーメンス(SIMATIC):欧州系工場での標準機種
- ロックウェル(Allen-Bradley):北米系工場での標準機種
メーカーによってプログラミングソフトや命令の表記が異なりますが、シーケンス制御の考え方は共通 です。 基礎をしっかり理解しておけば、どのメーカーのPLCでも応用できます。
【体験】シーケンス制御の動きを見てみよう
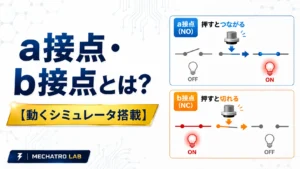
ここでは、シーケンス制御の最も基本となる「自己保持回路」の動きを体験してみましょう。
自己保持とは?
自己保持とは、一度出した命令を、ボタンを離しても保持し続ける仕組み です。
例えば、
- 起動ボタンを押す → モーターが回り始める
- 指をボタンから離す
- それでもモーターは回り続ける
これは、PLC内部で「モーター運転中」という状態を記憶しているためです。
工場設備では必須の仕組み
もし自己保持がなければ、
- ボタンを押している間しかモーターが回らない
- 作業者が起動ボタンを押し続けながら作業する必要がある
という、非常に危険で非効率な設備になってしまいます。
自己保持回路は、すべての自動機に共通して使われる最も基本的な制御回路 です。 PLCを学ぶ上で、最初に理解すべき概念のひとつです。
この段階では「感覚」をつかめればOK
シミュレーターを操作してみて、
- ボタンを押すとランプが点く
- ボタンを離してもランプが消えない
- 停止ボタンを押すと消える
という動きが体験できれば十分です。
ラダー図の書き方や接点の種類は、次の記事以降で順番に解説します。 まずは 「PLCは状態を記憶しながら動いている」 という感覚を持ってください。
現場で直面する3つの制御要素

実際の設備制御では、特に重要な3つの考え方があります。
それが、順序(シーケンス)・条件(インターロック)・時間(タイマー) です。 この3つを理解するだけで、設備の動きの見え方が大きく変わります。
① 順序(シーケンス)
設備は、決められた順番で動作します。
例えば、プレス加工機の場合:
- ワークをセットする
- 安全扉を閉める
- 起動ボタンを押す
- プレスが下降する
- 加工完了を確認する
- プレスが上昇する
- 安全扉が開く
- ワークを取り出す
この順番が崩れると、設備は正常に動作できません。 逆に言えば、「設備が止まっているとき、どのステップで詰まっているかを追う」 ことがトラブル対応の基本になります。
② 条件(インターロック)
インターロックとは、「この条件が成立しない限り、動かしてはいけない」 という制御の制約です。
具体的には、
- 安全扉が開いていたら動かない(安全インターロック)
- エア圧が規定値以下なら起動できない(設備保護インターロック)
- ワーク検出センサーがOFFなら加工しない(品質インターロック)
といった形で、設備のいたる所に設定されています。
インターロックは「邪魔な制御」ではなく、作業者の安全と設備・製品の保護のための重要な仕組み です。 トラブル対応の際も、「どのインターロックが成立していないか」を確認することが重要なポイントになります。
③ 時間(タイマー)
設備制御では、「待つ」 ことも非常に重要です。
例えば、
- 圧入後に0.5秒間保持してから次へ進む(応力安定待ち)
- モーター停止後に1秒待ってから次工程を起動する(慣性停止待ち)
- センサーがONになってから0.2秒後に条件成立とする(チャタリング防止)
これらはすべて、タイマー命令によって制御されています。
「なんでここで待ってるんだろう」と思う動作には、必ず理由があります。 タイマーを理解すると、そのひとつひとつの意味が見えてくるようになります。
シーケンス制御を学ぶとできること
シーケンス制御とPLCを理解すると、現場での立ち回りが大きく変わります。
トラブル対応が速くなる
設備が停止したとき、「どのステップで止まっているか」「どの条件が成立していないか」を論理的に追えるようになります。 感覚や経験だけでなく、再現性のある原因特定 ができるようになるのが最大のメリットです。
改善提案ができるようになる
「この工程、こういうロジックに変えればサイクルタイムが短縮できる」「この条件が緩すぎるから誤動作している」といった、設備の本質に触れた改善提案 ができるようになります。
ロボット制御へも応用できる
協働ロボットや産業用ロボットも、基本的にはシーケンス制御の考え方で動いています。 PLCとロボットコントローラの連携(I/O通信)も、シーケンス制御の知識があると理解しやすくなります。
キャリアの幅が広がる
機械・電気・制御を横断して理解できるエンジニアは、現場で非常に重宝されます。 生産技術・保全・設備設計・ライン立ち上げと、活躍できる領域が広がります。
制御スキルがもたらす「エンジニアの面白さ」
制御を学ぶ最大の魅力は、「機械との対話ができるようになること」 だと私は感じています。
設備が止まったとき、
- どの条件が成立していないのか
- PLCは今、何を待っているのか
- なぜ次のステップへ進まないのか
を、ラダー図やモニター画面を見ながら追いかけていく。
これは、パズルを解くような面白さ があります。
さらに、自分が考えたロジック通りに設備が動き、製品がきれいに流れていく瞬間の達成感は格別です。
20年以上この仕事をしていても、新しい設備を立ち上げるたびに「動いた!」という感動があります。
制御は難しそうに見えて、理解できたときの喜びが大きい分野 です。 ぜひ、その面白さを体験してほしいと思います。
まとめ
シーケンス制御とは、「条件と順番に従って設備を動かす技術」 です。 そしてPLCは、その制御を実現する 「設備の頭脳」 です。
このページでお伝えしたポイントを整理します。
| 項目 | ポイント |
|---|---|
| シーケンス制御とは | 順番と条件に従って設備を動かす制御方式 |
| PLCとは | シーケンス制御を実現する工場専用コンピュータ |
| PLCの仕事 | 入力の読み取り → 演算・判断 → 出力の制御 |
| 3つの制御要素 | 順序(シーケンス)・条件(インターロック)・時間(タイマー) |
| 学ぶメリット | トラブル対応力向上・改善提案・ロボット制御への応用 |
最初は「難しそう」と感じるかもしれませんが、基本の考え方はシンプルです。
「条件が成立したら次へ進む。成立しなければ待つ」
まずは、設備が止まっているときに「今、何を待っているんだろう?」と考えることから始めてみてください。 その一歩が、制御エンジニアへの入り口です。
次におすすめの記事
- PLC初心者が最初に覚えるべき「入力」と「出力」
- 自己保持回路とは?ラダー図でわかりやすく解説
- PLCのタイマー命令とは?基本動作を解説
- 初心者向け|PLCメーカーごとの違いを比較